



 扫一扫
扫一扫
衬塑钢管加工过程中应注意事项:
衬塑钢管厂家钢管內外壁的冲砂缺点,是因为金属材料流液冲蚀砂型或砂芯表层后,在铸造件上产生带点、小块突起的不光滑表层。虽然粗砂和冲蚀结痂两者的表面十分相似,以至于同样,所述界定仍能将这二种缺点多方面区别。因为清除这二种缺点的方式恰好相反,因而,必需把这二种缺点差别清晰。比如,冲蚀结痂是型砂澎涨所造成的缺点,是因为春砂太硬而致,而真实的冲砂确是因为春砂过软。要防止只看表面,轻率地作出决策,只能在把握了充足直接证据,衬塑钢管厂家可以准确地强调其缺点的直接原因及挽救方法以后,能够作出决策。下边依照钢管锻造工艺全过程来剖析造成这类缺点的缘故。
(1)钢管设计方案欠佳,导致大较熔化金属材料穿过砂型表层某一位置,会把砂型或砂芯加温到抗压强度变弱,而产生冲砂。因此,常需扩宽内进胶口,或在横浇道。上提升輔助内进胶口,便于分散化金属材料液,进而避免部分的砂型或砂芯表层超温。
(2)铸造件设计方案中存有某些必然的能造成金属材料流液飞溅的要素。往往说“必然",由于这一难题彻底需看设计方案工作人员怎样处理。例如,应用这种能经得住金属材料流液侵蚀的造型设计原材料,或一些独特建筑涂料可防止这类缺点,但通常会提升生产费。


随着人们环保意识的日益提高,节能型产品越来越深入到人心,群众对节约型社会建设呼声也日益高涨,因此在衬塑管钢塑复合管生产中,纵横管业响应 号召,在生产的“纵横”牌衬塑复合钢管摒弃传统的烘箱加温方式,采用中频加热使钢管和塑料管紧密复合在一起,法兰连接时密封面进行翻边。根据使用要求可选用焊管,镀锌管,无缝管,系统公称压力达2.5Mpa。
衬塑管道厂家制作衬塑管道的工艺:
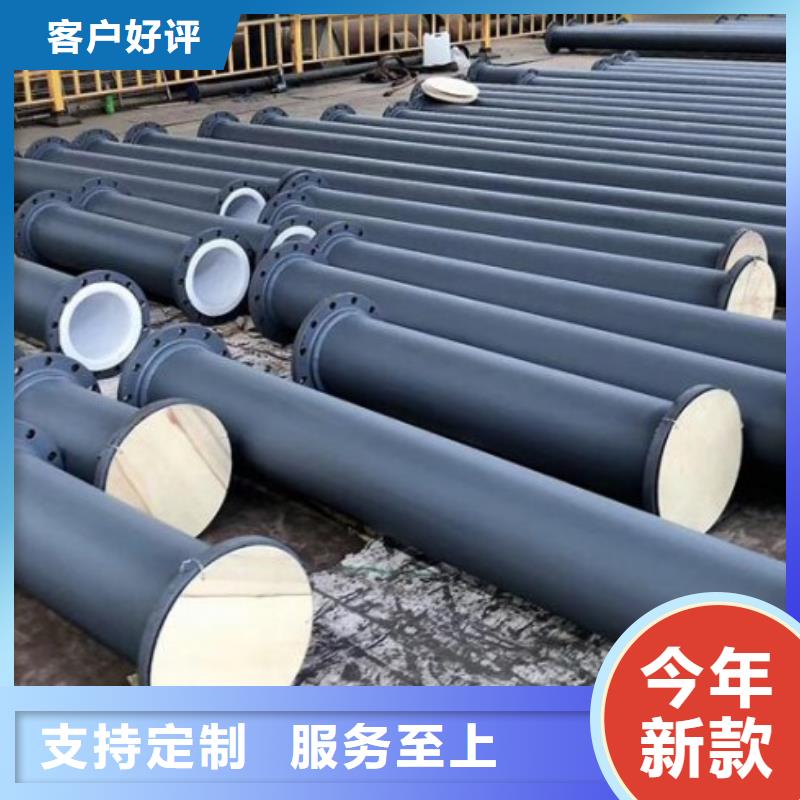
经检验合格的钢制直管在衬塑之前,必须进行喷沙和除脂处理,使钢管和法兰面保持相对的洁净度。
经过前期处理的钢制直管,两端法兰口敞开,平放在电动滚轮上夹紧开始旋转。我公司采用半自动的方式逐段对钢管外进行火焰加热,加热的同时逐段用加料机械对其加热段进行均匀加料,直至塑料衬层加工到标准厚度。这样周而复始直至整根管道所有需要衬层的地方衬到塑料。加工完毕后,待检。
衬塑管道P0管件:弯头、等径三通、异经三通、同心异经管、偏心异经管、四通等。规格DN15mm—DN1200mm。
衬塑管道克服了钢衬塑管道翻边不平复、不耐负压、有接头、附着力低等缺陷,是地地道道的紧衬工艺,是客户最理想的选择。
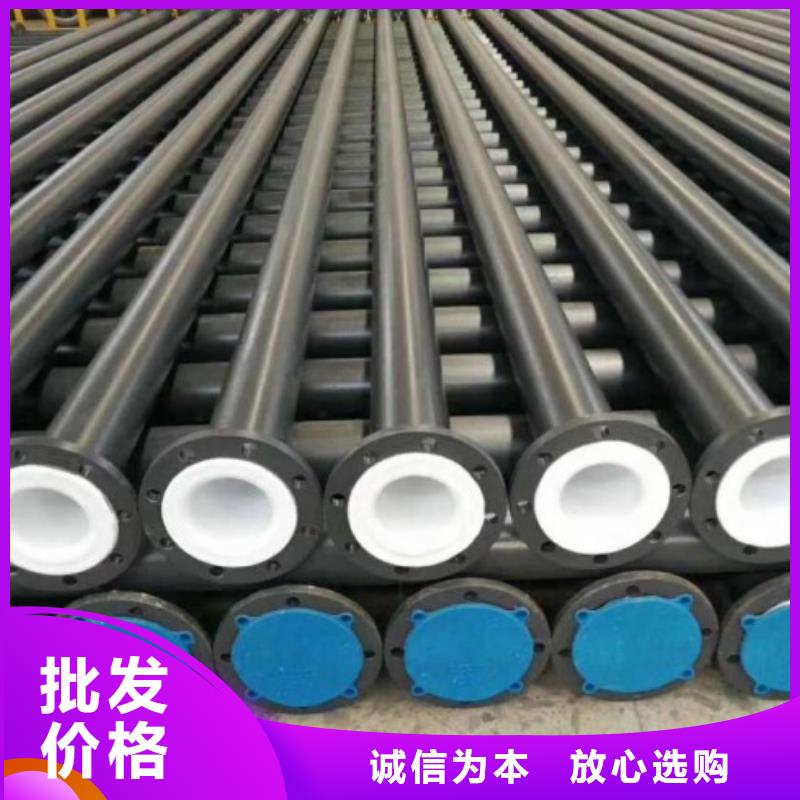
衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料管,经冷拉复合或滚塑成型,衬塑直管它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。内衬食品级聚丙烯,能用于食品、医药及饮水等行业。
衬塑管道规格:DN50-DN1000
衬塑管道长度:100-6000mm以内



纵横机械制造有限公司将不断提高自身的本领,用更好的技术理念,合理的 不锈钢衬塑管、产品建议,优惠的价格来回报所有的客户,更期待在接下来的工作中,能有幸和更多的客户建立良好的合作关系,携手并进,共创美好的未来,热烈欢迎您的来电!


衬塑管使用条件:
1.真空值(即负压)DN25-DN80:≤90kPa
DN100-DN150:≤70KPa
≥DN200:≤55KPa
2.正压 DN25-DN80:≤6.4MPa
DN100-DN150:≤6.4MPa
≥DN200:≤2.5MPa
钢衬衬塑管液体的输送,磨损主要在流体变向处,其次,在实际使用温度高于所选用的衬塑管道,导致衬层脱落、收缩,从而堵塞管路通道,增加流阻,影响物料通过量。
衬塑管道广泛用于化工、电力、冶金、食品、水处理等行业的介质输送及环保处理系统。
衬塑管使用温度:
1. 钢衬(GSF.PP)的介质工作温度:-20℃~105℃
2. 钢衬聚氯乙烯管(GSF.PVC)的介质工作温度:-15℃~65℃
3. 钢衬聚乙烯管(GSF.PE)的介质工作温度:-20℃~80℃
4. 钢衬聚烯烃管(GSF.PO)的介质工作温度:-15℃~110℃
5. 钢衬PTFE管(GSF.F4)的介质工作温度:-100℃~250℃
衬塑管设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
衬塑管性能:介质工作温度:-25℃~+105℃
衬塑管道介质工作压力:正压25MPa; 负压90KPa



技术支持:k797.com